

மோனோஃபிலமென்ட் கோடுகளுக்கான காரணங்கள் மற்றும் தடுப்பு மற்றும் சரிசெய்தல் நடவடிக்கைகள்
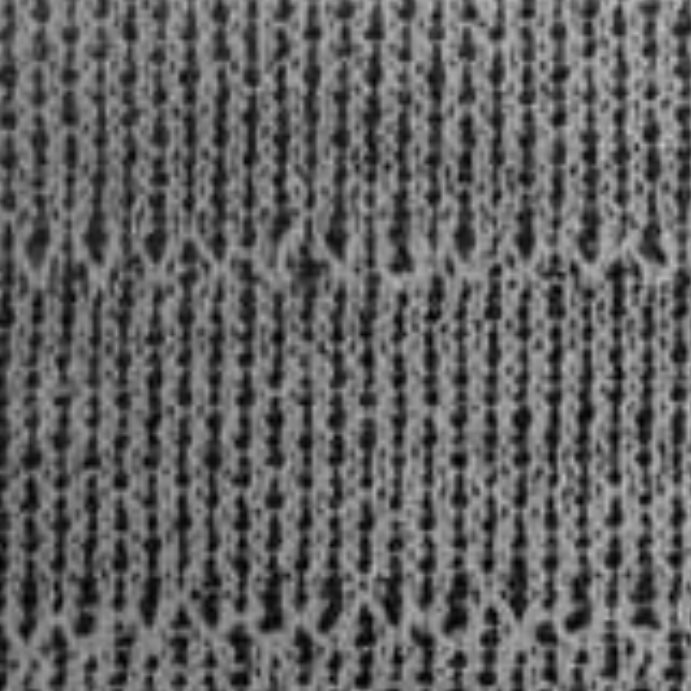
மோனோஃபிலமென்ட் கோடுகள் என்பது துணியின் மேற்பரப்பில் உள்ள ஒன்று அல்லது பல வரிசை சுருள்கள் மிகப் பெரியதாகவோ அல்லது மிகச் சிறியதாகவோ அல்லது மற்ற வரிசை சுருள்களுடன் ஒப்பிடும்போது சமமற்ற இடைவெளியில் இருக்கும் நிகழ்வைக் குறிக்கிறது. உண்மையான உற்பத்தியில், மூலப்பொருட்களால் ஏற்படும் மோனோஃபிலமென்ட் கோடுகள் மிகவும் பொதுவானவை.
காரணங்கள்
அ. இறுக்கமாக முறுக்கப்பட்ட நூல், வெவ்வேறு தொகுதி எண்களைக் கொண்ட வேதியியல் இழை இழைகள், நிறமற்ற இழைகள் அல்லது வெவ்வேறு நூல் எண்ணிக்கைகளைக் கொண்ட கலப்பு நூல்கள் போன்ற மோனோஃபிலமென்ட்களின் மோசமான நூலின் தரம் மற்றும் நிற வேறுபாடு, மோனோஃபிலமென்ட் கிடைமட்ட கோடுகளை உருவாக்குவதற்கு நேரடியாக வழிவகுக்கிறது.
b. நூல் குழாயின் அளவு மிகவும் வேறுபட்டது அல்லது நூல் கேக் குவிந்த தோள்கள் மற்றும் சரிந்த விளிம்புகளைக் கொண்டுள்ளது, இதன் விளைவாக நூலின் சீரற்ற அவிழ்ப்பு பதற்றம் ஏற்படுகிறது, இது மோனோஃபிலமென்ட் கிடைமட்ட கோடுகளை உருவாக்க எளிதானது. ஏனென்றால் நூல் குழாய்களின் வெவ்வேறு அளவுகள் அவற்றின் முறுக்கு புள்ளிகளையும் அவிழ்க்கும் காற்று வளைய விட்டத்தையும் வேறுபடுத்தும், மேலும் அவிழ்ப்பு பதற்றத்தின் மாற்ற விதி தவிர்க்க முடியாமல் மிகவும் வித்தியாசமாக இருக்கும். நெசவு செயல்பாட்டின் போது, இழுவிசை வேறுபாடு அதிகபட்ச மதிப்பை அடையும் போது, வெவ்வேறு நூல் ஊட்ட அளவுகளை ஏற்படுத்துவது எளிது, இதன் விளைவாக சீரற்ற சுருள் அளவுகள் ஏற்படும்.
c. நுண்துளைகள் மற்றும் மிக நுண்ணிய டெனியர் மூலப்பொருட்களை செயலாக்கத்திற்குப் பயன்படுத்தும்போது, பட்டு பாதை முடிந்தவரை மென்மையாக இருக்க வேண்டும். நூல் வழிகாட்டி கொக்கி சற்று கரடுமுரடானதாகவோ அல்லது எண்ணெய் கறைகள் திடப்படுத்தப்பட்டதாகவோ இருந்தால், மூலப்பொருளின் பல மோனோஃபிலமென்ட்களை உடைப்பது மிகவும் எளிதானது, மேலும் மோனோஃபிலமென்ட்டின் நிற வேறுபாடும் ஏற்படும். வழக்கமான மூலப்பொருட்களின் செயலாக்கத்துடன் ஒப்பிடும்போது, இது உபகரணங்களில் மிகவும் கடுமையான தேவைகளைக் கொண்டுள்ளது, மேலும் முடிக்கப்பட்ட துணியில் மோனோஃபிலமென்ட் கிடைமட்ட கோடுகளை உருவாக்குவதும் எளிதானது.
ஈ. இயந்திரம் சரியாக சரிசெய்யப்படவில்லை,ஊசி அழுத்தும் கேம்ஒரு குறிப்பிட்ட இடத்தில் மிகவும் ஆழமாகவோ அல்லது மிகவும் ஆழமற்றதாகவோ இருப்பதால், நூல் இழுவிசை அசாதாரணமாகி, உருவாகும் சுருள்களின் அளவு வேறுபடுகிறது.
தடுப்பு மற்றும் திருத்த நடவடிக்கைகள்
a. மூலப்பொருட்களின் தரத்தை உறுதிசெய்து, முடிந்தவரை பிரபலமான பிராண்டுகளின் மூலப்பொருட்களைப் பயன்படுத்துங்கள், மேலும் மூலப்பொருட்களின் சாயமிடுதல் மற்றும் இயற்பியல் குறியீடுகளை கண்டிப்பாகக் கோருங்கள். சாயமிடுதல் தரநிலை 4.0 க்கு மேல் உள்ளது, மேலும் இயற்பியல் குறிகாட்டிகளின் மாறுபாட்டின் குணகம் சிறியதாக இருக்க வேண்டும்.
b. பதப்படுத்துவதற்கு நிலையான எடை கொண்ட பட்டு கேக்குகளைப் பயன்படுத்துவது சிறந்தது. நிலையான எடை கொண்ட பட்டு கேக்குகளுக்கு ஒரே மாதிரியான முறுக்கு விட்டம் கொண்ட பட்டு கேக்குகளைத் தேர்ந்தெடுக்கவும். குவிந்த தோள்கள் மற்றும் சரிந்த விளிம்புகள் போன்ற மோசமான தோற்ற உருவாக்கம் இருந்தால், அவற்றைப் பயன்படுத்த அகற்ற வேண்டும். சாயமிடுதல் மற்றும் முடித்தல் போது சிறிய மாதிரிகளை சாயமிடுவது சிறந்தது. கிடைமட்ட கோடுகள் தோன்றினால், உணர்திறன் இல்லாத வண்ணங்களுக்கு மாற்றவும் அல்லது கிடைமட்ட கோடுகளை அகற்ற அல்லது குறைக்க கிடைமட்ட கோடு சிகிச்சை முகவர்களைச் சேர்க்கவும்.
c. நுண்துளைகள் மற்றும் மிக நுண்ணிய டெனியர் மூலப்பொருட்களை பதப்படுத்துவதற்குப் பயன்படுத்தும்போது, மூலப்பொருட்களின் தோற்றத்தை கண்டிப்பாக சரிபார்க்க வேண்டும். கூடுதலாக, பட்டுப்பாதையை சுத்தம் செய்து, ஒவ்வொரு கம்பி வழிகாட்டி அமைப்பும் மென்மையாக உள்ளதா என்பதைச் சரிபார்ப்பது நல்லது. உற்பத்திச் செயல்பாட்டின் போது, வெஃப்ட் சேமிப்பு சாதனத்தில் சிக்கலான முடிகள் உள்ளதா என்பதைக் கவனிக்கவும். கண்டறியப்பட்டால், காரணத்தைக் கண்டறிய உடனடியாக இயந்திரத்தை நிறுத்துங்கள்.
d. ஒவ்வொரு உணவளிக்கும் நூலின் அழுத்த அளவீட்டு முக்கோணங்களின் ஆழம் சீராக இருப்பதை உறுதிசெய்யவும். உணவளிக்கும் அளவை சீராக வைத்திருக்க ஒவ்வொரு முக்கோணத்தின் வளைக்கும் நிலையை நேர்த்தியாக சரிசெய்ய நூல் நீள அளவிடும் கருவியைப் பயன்படுத்தவும். கூடுதலாக, வளைக்கும் நூல் முக்கோணங்கள் அணிந்திருக்கிறதா இல்லையா என்பதைச் சரிபார்க்கவும். வளைக்கும் நூல் முக்கோணங்களின் சரிசெய்தல் நூல் உணவளிக்கும் பதற்றத்தின் அளவை நேரடியாக பாதிக்கிறது, மேலும் நூல் உணவளிக்கும் பதற்றம் உருவாக்கப்பட்ட சுருள்களின் அளவை நேரடியாக பாதிக்கிறது.
முடிவுரை
1. மூலப்பொருளின் தரத்தால் ஏற்படும் மோனோஃபிலமென்ட் கிடைமட்ட கோடுகள் வட்ட பின்னல் துணி உற்பத்தியில் மிகவும் பொதுவானவை. நல்ல தோற்றம் மற்றும் நல்ல தரம் கொண்ட மூலப்பொருட்களைத் தேர்ந்தெடுப்பது மிகவும் அவசியம்.வட்ட பின்னல் இயந்திரம்உற்பத்தி.
2. வட்ட பின்னல் இயந்திரத்தின் தினசரி பராமரிப்பு மிகவும் முக்கியமானது. நீண்ட கால செயல்பாட்டில் சில இயந்திர பாகங்களின் தேய்மானம் வட்ட பின்னல் இயந்திர ஊசி உருளையின் கிடைமட்டத்தன்மை மற்றும் செறிவு விலகலை அதிகரிக்கிறது, இது கிடைமட்ட கோடுகளை ஏற்படுத்த அதிக வாய்ப்புள்ளது.
3. உற்பத்திச் செயல்பாட்டின் போது ஊசி அழுத்தும் கேம் மற்றும் மூழ்கும் வளைவின் சரிசெய்தல் சரியான இடத்தில் இல்லை, இது அசாதாரண சுருள்களை ஏற்படுத்துகிறது, நூல் ஊட்ட பதற்றத்தில் வேறுபாட்டை அதிகரிக்கிறது மற்றும் வெவ்வேறு நூல் ஊட்ட அளவுகளை ஏற்படுத்துகிறது, இதன் விளைவாக கிடைமட்ட கோடுகள் ஏற்படுகின்றன.
4. சுருள் அமைப்பின் பண்புகள் காரணமாகவட்ட பின்னல் துணிகள், வெவ்வேறு அமைப்புகளின் துணிகளின் கிடைமட்ட கோடுகளுக்கு உணர்திறனும் வேறுபட்டது. பொதுவாக, வியர்வை துணி போன்ற ஒற்றை-பகுதி துணிகளில் கிடைமட்ட கோடுகளின் நிகழ்தகவு ஒப்பீட்டளவில் அதிகமாக உள்ளது, மேலும் இயந்திரங்கள் மற்றும் மூலப்பொருட்களுக்கான தேவைகள் ஒப்பீட்டளவில் அதிகமாக உள்ளன. கூடுதலாக, நுண்துளைகள் மற்றும் மிக நுண்ணிய டெனியர் மூலப்பொருட்களுடன் பதப்படுத்தப்பட்ட துணிகளில் கிடைமட்ட கோடுகளின் நிகழ்தகவும் ஒப்பீட்டளவில் அதிகமாக உள்ளது.
இடுகை நேரம்: ஜூன்-07-2024